



| 材質 : | 碳鋼 | 計重方式 : | 理計 |
| 倉庫所在城市 : | 河北省滄州市鹽山縣 | 倉庫 : | 本廠 |
| 質量等級 : | 正品(受理質量異議) | 加工服務 : | 深加工(沖壓、折彎等) |
| 配送服務 : | 可配送到廠 | 貨物銷售類型 : | 現貨 |
| 用途范圍 : | 機械制造,壓力容器,結構制管 | 產品表面描述 : | 除銹噴砂 |
| 標準 : | 國標 | 運輸 : | 物流 |
| 產地/廠家 : | 滄州國之盛管道制造有限公司 | 品牌 : | 國之盛 |


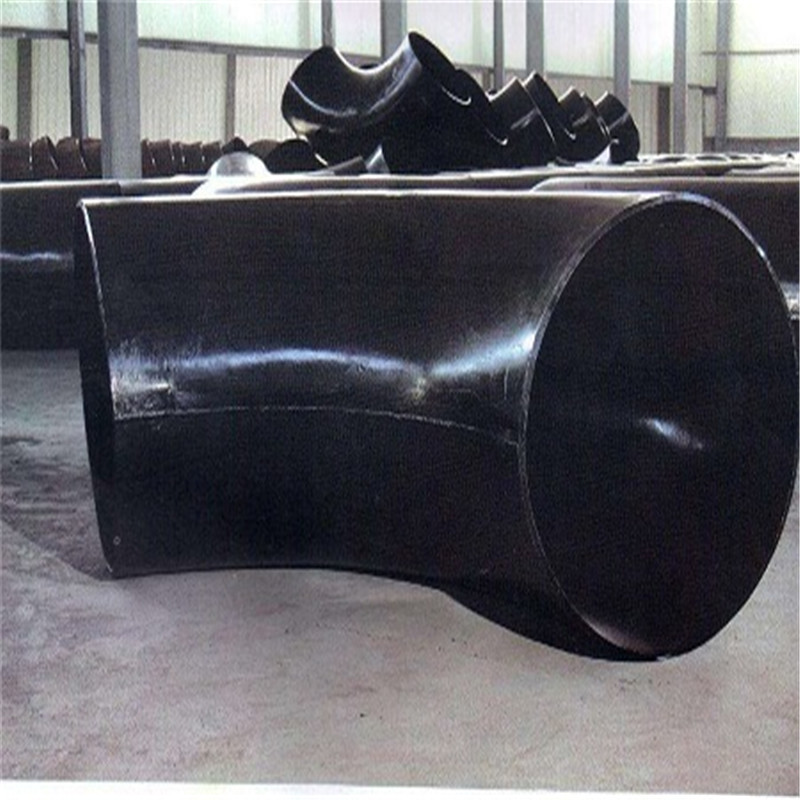
技術要求
要求控制曲率半徑。比如半徑長度為1.5D,那么曲率半徑必須在所要求的公差范圍之內。由于這些管件大多數用于焊接,為了提高焊接質量,端部都車成坡口,留一定的角度,帶一定的邊,這一項要求也比較嚴,邊多厚,角度為多少和偏差范圍都有規定,幾何尺寸上比管件多了很多項。彎頭表面質量和機械性能基本和管子是一樣的。為了焊接方便,和被連接的管子的鋼的材質是要相同的。

不銹鋼彎頭
1、焊條使用時應保持干燥,鈦鈣型應經150℃干燥1小時,低氫型應經200-250℃干燥1小時(不能多次重復烘干,否則藥皮容易開裂剝落),防止焊條藥皮粘油及其它臟物,以免致使焊縫增加含碳量和影響焊件質量。彎頭焊接時,受到重復加熱析出碳化物,降低耐腐蝕性和力學性能。焊后硬化性較大,容易產生裂紋。若采用同類型的焊條焊接,必須進行300℃以上的預熱和焊后700℃左右的緩冷處理。若焊件不能進行焊后熱處理,則應選用鉻鎳不銹鋼焊條。
2、為改善不銹鋼彎頭耐蝕性能及焊接性而適當增加適量穩定性元素Ti、Nb、Mo等,焊接性較好一些,采用同類型的鉻不銹鋼焊條時,應進行200℃以上的預熱和焊后800℃左右的回火處理。若焊件不能進行熱處理,則應選用鉻鎳不銹鋼焊條。

